The food processing industry plays a vital role in supplying consumers with a wide variety of safe, convenient, and nutritious food products. Behind the scenes, an intricate network of industrial machinery powers this sector, ensuring efficiency, consistency, and adherence to strict quality standards. In this overview, we will delve into the essential aspects of industrial machinery within the food processing sector, highlighting the critical role it plays in delivering the food products we enjoy daily.
Types of Industrial Machinery:
- Food Preparation Machines: These include equipment like slicers, dicers, and peelers that prepare raw ingredients for further processing. High-speed, precision machines streamline the early stages of food production, reducing labor and minimizing waste.
- Cooking and Baking Equipment: Industrial ovens, grills, and fryers are employed to cook, bake, or fry food items. These machines are designed for consistency, ensuring that every product meets taste and quality standards.
- Mixing and Blending Machines: In industries ranging from bakery to sauce manufacturing, mixers and blenders ensure uniformity in product composition. These machines are critical for achieving the desired texture and flavor.
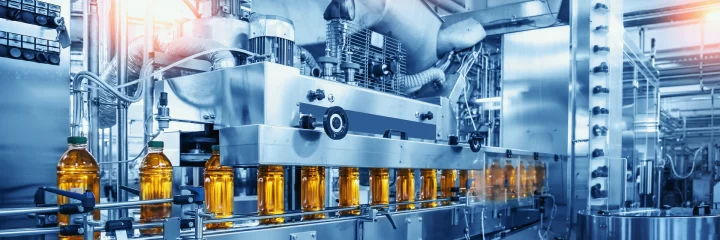
- Packaging Machinery: Packaging is a crucial step in food processing. Automated filling, sealing, and labeling machines guarantee that products are packaged efficiently and hygienically, extending their shelf life and preserving freshness.
- Quality Control Systems: Inspection machinery, including metal detectors and X-ray machines, identify foreign objects or contaminants in the final products, ensuring consumer safety.
- Refrigeration and Cold Storage Units: These are essential for preserving perishable products. Cold storage units maintain a consistent temperature, preventing spoilage and ensuring products remain safe for consumption.
- Conveyor Systems: Conveyor belts transport raw materials and finished products efficiently throughout the processing facility. They are integral in maintaining a continuous production flow.
Automation and Efficiency:
Automation has revolutionized the food processing industry. Machinery is becoming increasingly sophisticated, capable of performing tasks with speed and precision beyond human capability. Automated production lines reduce labor costs, improve product consistency, and enhance food safety. This shift towards automation is driven by the need for efficiency and compliance with stringent food safety regulations.
Hygiene and Food Safety:
Maintaining hygiene is paramount in the food processing sector. Machinery is designed to be easy to clean, often with materials that resist bacterial growth. Additionally, many machines incorporate features like CIP (Clean-in-Place) systems, reducing the risk of contamination.
Environmental Sustainability:
Modern machinery in the food processing sector is also designed with sustainability in mind. Energy-efficient technologies, such as heat recovery systems and variable frequency drives, reduce energy consumption. Moreover, many companies are adopting eco-friendly practices by optimizing packaging processes to reduce waste and implementing water and waste recycling systems.
Conclusion:
Industrial machinery is the backbone of the food processing sector, enabling efficient production, ensuring product quality, and upholding safety standards. As this industry continues to evolve, advancements in automation, hygiene, and sustainability will play a pivotal role. The machinery in this sector serves as a testament to the intersection of technology and food, ensuring that we can enjoy safe and delicious products daily.
For more insights into the latest developments in food processing machinery, visit machinerynetwork.com. This valuable resource provides up-to-date information on equipment, trends, and industry news.